
Spawanie po cięciu: przygotowanie krawędzi i wpływ tlenków

Czy zdarzyło Ci się zobaczyć spoinę idealnie równą, a obok taką, która ma pory, odpryski albo wygląda jak „poszarpana”? Bardzo często problem nie zaczyna się przy samym spawaniu, tylko wcześniej – przy przygotowaniu krawędzi po cięciu.
Spawanie po cięciu to łączenie elementów metalowych, które wcześniej zostały przecięte metodą termiczną lub mechaniczną, np. tlenowo, plazmowo czy laserowo.
Taki materiał ma na krawędziach ślady po cięciu. Część z nich jest widoczna, a część dopiero wychodzi w trakcie spawania. Jeśli krawędzie nie są dobrze przygotowane, nawet doświadczony spawacz może mieć problem z uzyskaniem mocnej i estetycznej spoiny.
Czym jest spawanie po cięciu i dlaczego wymaga szczególnego przygotowania?
Spawanie po cięciu to po prostu łączenie metalu, który wcześniej został rozdzielony. Brzmi prosto, ale etap między cięciem a spawaniem często decyduje o tym, czy połączenie będzie trwałe.
Cięcie zmienia powierzchnię materiału: może zostawić tlenki, zgorzelinę, zadzior, a czasem też zabrudzenia. Jeśli tego nie usuniesz, spawanie robi się trudniejsze, a spoina częściej ma wady.
Jakie wyzwania pojawiają się po cięciu metalu?
Niezależnie od wybranej metody, po cięciu na krawędziach mogą pojawić się różne problemy:
- warstwa tlenków i zgorzeliny,
- opiłki i drobne nadtopienia,
- zadziory,
- resztki oleju, smaru, farby, kurzu lub rdzy.
Tlenki i zgorzelina powstają, gdy rozgrzany metal reaguje z tlenem. Tworzą twardą warstwę, która utrudnia stopienie materiału w trakcie spawania. Z kolei olej, kurz, farba czy rdza pogarszają pracę łuku i mogą powodować wtrącenia w spoinie. To prosta droga do porowatości, pęknięć, braku wtopienia i dużej ilości odprysków.
Znaczenie jakości powierzchni i krawędzi dla trwałości spoiny
Dobra spoina zaczyna się od czystej i równej krawędzi. Jeśli powierzchnia jest przygotowana poprawnie, spoiwo łatwiej wnika w materiał, a przetop jest głębszy i bardziej równy. Jeśli przygotowanie jest słabe, ryzykujesz poprawki, a czasem nawet osłabienie całej konstrukcji.
Czysta, gładka i dobrze uformowana krawędź daje większą szansę na mocne połączenie i lepszy wygląd spoiny.
Jak proces cięcia wpływa na stan krawędzi do spawania?
Każda metoda cięcia zostawia po sobie inny „ślad”. Warto to rozumieć, bo od tego zależy, ile pracy będzie przy czyszczeniu i jak przygotować złącze. Krawędź po cięciu termicznym zwykle wymaga więcej czyszczenia niż po cięciu mechanicznym.
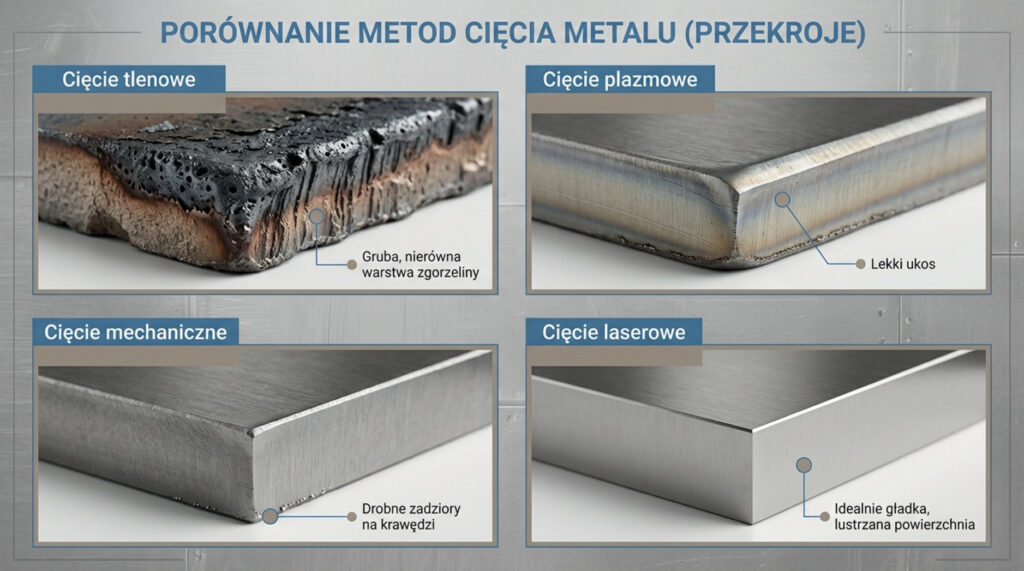
Porównanie technik cięcia: tlenowe, plazmowe, mechaniczne
- Cięcie tlenowe (acetylenowo-tlenowe): Często używane do grubej stali. Wysoka temperatura powoduje dużo tlenków i zgorzeliny oraz większy wpływ ciepła na materiał (HAZ), co może powodować odkształcenia. Krawędzie bywają chropowate i zwykle trzeba je mocno oczyścić.
- Cięcie plazmowe: Szybsze od tlenowego i zwykle zostawia mniej zgorzeliny, ale nadal pojawiają się tlenki i lekkie zniekształcenia. Zdarza się też lekkie ukosowanie krawędzi. Wymaga porządnego przygotowania przed spawaniem.
- Cięcie mechaniczne (np. piły, frezarki, ukosowarki): Daje precyzyjne krawędzie i mały wpływ ciepła, więc powstaje mniej tlenków. Mogą jednak pojawić się zadziory, które trzeba usunąć. Przy grubych elementach ważne jest też ukosowanie, żeby uzyskać dobry przetop.
- Cięcie laserowe/wodne/CNC: Bardzo dokładne metody, zwykle z małą ilością zgorzeliny i niewielką strefą wpływu ciepła. Krawędzie są gładkie, ale i tak warto sprawdzić, czy nie ma drobnych zadziorów albo zabrudzeń.
Czym skutkuje obecność tlenków oraz zgorzeliny po cięciu?
Tlenki i zgorzelina działają jak warstwa oddzielająca – utrudniają połączenie stopionych metali. Zgorzelina jest twarda i krucha, więc jeśli zostanie na krawędzi, łatwo tworzy wtrącenia w spoinie.
W trakcie spawania takie warstwy mogą też uwalniać gazy, które zostają w spoinie i robią pory. W stalach walcowanych na gorąco ciężka warstwa tlenków zwykle musi być usunięta przed spawaniem.
Jakie są skutki obecności tlenków na krawędziach przed spawaniem?
Jeśli zostawisz tlenki i zgorzelinę, problem dotyczy wszystkiego: wyglądu spoiny, jej wytrzymałości i odporności na rdzę.
Ryzyko powstawania porów i wad w spoinie
Pory to bardzo częsta wada, gdy powierzchnia jest zabrudzona. Podczas spawania tlenki i inne zanieczyszczenia mogą się rozkładać i wydzielać gazy. Jeśli gazy nie zdążą uciec z jeziorka spawalniczego, zostają w metalu jako puste przestrzenie. To osłabia spoinę, bo zmniejsza jej „realny” przekrój.
Poza porami mogą pojawić się też:
- brak przetopienia / brak wtopienia (metal nie połączył się na całej grubości),
- wtrącenia żużla i tlenków (resztki zgorzeliny uwięzione w spoinie).
Takie wady zwiększają ryzyko pęknięć.
Obniżenie wytrzymałości oraz odporności na korozję
Spoina z porami i wtrąceniami jest wyraźnie słabsza. Gorzej znosi rozciąganie, zginanie i zmęczenie materiału, więc konstrukcja może szybciej ulec uszkodzeniu. Dodatkowo pory i wtrącenia zbierają wilgoć i brud, co przyspiesza korozję.
W praktyce nawet jeśli spoina na początku „trzyma”, jej trwałość w czasie spada. Dlatego przed spawaniem krawędzie powinny być naprawdę czyste.
Na co zwrócić uwagę przy przygotowaniu różnych materiałów do spawania?
Różne metale zachowują się inaczej, więc nie da się robić wszystkiego jedną metodą. Skład i właściwości materiału zmieniają to, jak go czyścić i jakich narzędzi użyć.
Przygotowanie stali węglowej vs. stali nierdzewnej
Stal węglowa (tzw. czarna stal) jest zwykle prostsza w przygotowaniu, ale nadal trzeba usunąć rdzę, zgorzelinę i resztki farb lub powłok. Najczęściej używa się szlifierki kątowej z tarczą listkową, ścierną albo szczotką drucianą. Po czyszczeniu mechanicznym dobrze jest odtłuścić powierzchnię, żeby nie robiły się pory.
Stal nierdzewna jest dużo bardziej wrażliwa na zabrudzenia. Bardzo ważne: nie używaj na nierdzewce narzędzi, które pracowały na stali węglowej. Drobiny żelaza mogą wbić się w powierzchnię i zacząć rdzewieć, co niszczy odporność na korozję. Do nierdzewki stosuj narzędzia i materiały oznaczone jako INOX (np. szczotki ze stali nierdzewnej, odpowiednie włókniny i tarcze). Czasem wystarczy przetarcie acetonem i czyszczenie szczotką INOX, jeśli zabrudzenia są niewielkie.
Specyfika aluminium i jego powłoki tlenkowej
Aluminium niemal od razu po oczyszczeniu pokrywa się cienką warstwą tlenku glinu. Jest ona twarda i ma wyższą temperaturę topnienia niż samo aluminium, więc potrafi blokować prawidłowe wtopienie. Dlatego przy aluminium liczy się czas: najlepiej czyścić i spawać możliwie szybko, jeden etap po drugim.
Do czyszczenia używa się szczotek ze stali nierdzewnej (nigdy stal węglowa) albo włóknin ściernych. Do odtłuszczania – środków przeznaczonych do aluminium. Warto pamiętać, że aluminium jest miękkie i łatwo „zapycha” materiały ścierne, więc czasem potrzebne są ściernice przeznaczone do metali nieżelaznych.

Jak prawidłowo przygotować krawędzie po cięciu do spawania?
Dobre przygotowanie to kilka kroków. Jeśli chcesz mocnej i równej spoiny, nie warto tego robić „na szybko”.
Czyszczenie mechaniczne – szlifowanie, skrobanie, szczotkowanie
Pierwszy etap to często ukosowanie (fazowanie), szczególnie przy grubszych elementach. Ukosowanie polega na nadaniu krawędzi odpowiedniego kąta, żeby spoiwo miało miejsce i żeby uzyskać dobry przetop. Najczęściej spotyka się kąty ok. 30-37,5° i szczelinę 1,5-3 mm, ale dobór zależy od grubości materiału i metody spawania. Do tego służą ukosowarki, frezarki, a w prostszych pracach – szlifierka z odpowiednią tarczą.
Potem jest szlifowanie. Szlifierka kątowa pozwala usuwać zgorzelinę, rdzę i farbę. Do grubszych warstw używa się ściernic albo tarcz listkowych. Tarcze listkowe łatwiej kontrolować i dobrze sprawdzają się do wyrównania i wykończenia. Ściernice są bardziej agresywne i lepsze, gdy trzeba mocno „zdjąć” zgorzelinę po cięciu płomieniowym. Lepiej zaczynać od łagodniejszych materiałów ściernych i dopiero w razie potrzeby używać mocniejszych, żeby nie zebrać zbyt dużo metalu. Pomaga też praca pod mniejszym kątem, bo łatwiej wtedy kontrolować szlif i nie robić rowków.
Szczotkowanie szczotką drucianą (ręczną lub na maszynie) jest dobre do lżejszych zabrudzeń: pyłu, lekkiej rdzy, resztek farby. Są różne szczotki: wąskie do szczelin, szersze i bardziej agresywne (kablowe), oraz skręcane, które lepiej dopasowują się do nierówności. Ważne: nie dociskaj przesadnie – końcówki drutu mają czyścić, a zbyt duży nacisk tylko wygina drut i zmniejsza skuteczność.
Powierzchnię roboczą warto oczyścić też po obu stronach złącza, co najmniej na ok. 2,5 cm od krawędzi.

Metody chemiczne usuwania tlenków i zgorzeliny
Po mechanice często potrzebne jest odtłuszczanie. Odtłuszczacz techniczny usuwa olej i smar, szybko odparowuje i nie powinien zostawiać osadu. Nawet cienki film tłuszczu może powodować pory w spoinie.
W wielu przypadkach wystarczy aceton, zwłaszcza przy stalach nierdzewnych, ale zawsze trzeba dobrać środek do materiału i pracy. Stosuj wentylację i ochronę osobistą (np. rękawice nitrylowe).
Wskazówki doboru narzędzi do przygotowania powierzchni
W praktyce przydaje się podstawowy zestaw:
| Zadanie | Przykładowe narzędzie |
| Usuwanie zgorzeliny/rdzy | szlifierka kątowa + tarcza listkowa lub ściernica |
| Lekkie czyszczenie | szczotka druciana (ręczna lub na szlifierkę) |
| Ukosowanie grubych elementów | ukosowarka / frezarka / szlifierka |
| Odtłuszczanie | odtłuszczacz techniczny / aceton (zależnie od materiału) |
Dobieraj narzędzia do materiału i stopnia zabrudzenia. Do nierdzewki używaj narzędzi INOX i nie mieszaj ich z narzędziami do stali czarnej. Zaczynaj od mniej agresywnych metod. Zbyt mocne szlifowanie może zmniejszyć grubość materiału albo uszkodzić powierzchnię. Pamiętaj też o BHP: iskry, pył, hałas i opary to norma, więc używaj rękawic, okularów, maski/filtra i dbaj o wentylację.
Jak sprawdzić, czy krawędzie są prawidłowo przygotowane do spawania?
Po przygotowaniu warto sprawdzić, czy praca jest zrobiona dobrze. Taka kontrola przed spawaniem potrafi oszczędzić sporo czasu i poprawek.
Metody kontroli czystości i jakości powierzchni
Podstawą jest kontrola wzrokowa w dobrym świetle. Szukaj rdzy, zgorzeliny, farby, opiłków, tłustych śladów. Krawędź powinna być czysta i bez zadziorów.
Możesz też zrobić prosty test szmatką i rozpuszczalnikiem: przetrzyj białą, czystą szmatką z acetonem lub odtłuszczaczem. Jeśli zostaje brudny ślad, trzeba czyścić dalej.
Przy ukosowaniu ważna jest kontrola geometrii: sprawdź kąt i szczelinę przymiarem lub kątownikiem. Zła geometria utrudnia przetop i wypełnienie spoiny.
Jakie nieprawidłowości dyskwalifikują element do spawania?
Do spawania nie powinny trafiać elementy z takimi problemami:
- Widoczna rdza, zgorzelina, olej, farba lub inne zabrudzenia
- Zbyt mocno zeszlifowany materiał (zbyt mała grubość)
- Złe ukosowanie (kąt lub szczelina niezgodna z założeniami)
- Głębokie rysy, rowki, nacięcia (mogą stać się początkiem pęknięć)
- Zanieczyszczenie narzędziami z innego materiału (szczególnie nierdzewka)
- Odkształcenia po cięciu utrudniające dopasowanie
Jeśli coś z tego widzisz, element trzeba poprawić przed spawaniem. Skróty na tym etapie zwykle kończą się dłuższą robotą później.
Najczęstsze błędy przy spawaniu po cięciu i jak ich unikać
Choć przygotowanie wydaje się proste, to właśnie tu często pojawiają się błędy, które potem „wychodzą” w spoinie.
Bagatelizowanie obecności tlenków i zanieczyszczeń
Błąd numer jeden: zostawienie tlenków, rdzy albo tłustej warstwy z myślą, że „łuk to przepali”. W praktyce nawet małe zabrudzenia mogą powodować niestabilny łuk, słabe wtopienie, pory i pęknięcia. Spoina może wyglądać źle i być słaba.
Jak tego uniknąć:
- traktuj czyszczenie jako stały etap pracy, bez skracania,
- nie akceptuj widocznych zabrudzeń,
- jeśli masz wątpliwość – doczyść i odtłuść jeszcze raz.
Niewłaściwy dobór techniki przygotowania do rodzaju materiału
Drugi częsty problem to czyszczenie wszystkich metali tak samo. Nierdzewka nie może być czyszczona tym samym co stal węglowa, bo łatwo o przeniesienie żelaza i start korozji. Aluminium z kolei szybko pokrywa się tlenkiem, więc czyszczenie zbyt wcześnie też mija się z celem.
Jak tego uniknąć:
- zawsze rozpoznaj materiał przed pracą,
- miej oddzielne narzędzia do stali czarnej i do INOX,
- używaj odpowiednich środków do odtłuszczania,
- uzupełniaj wiedzę, bo materiały i metody cięcia/spawania się zmieniają.
Podsumowanie: Dlaczego precyzyjne przygotowanie krawędzi decyduje o jakości spoin?
Dobre przygotowanie krawędzi po cięciu to baza każdej solidnej spoiny. To etap, który łatwo pominąć, ale później szybko widać skutki: pory, wtrącenia, brak wtopienia, słabsza wytrzymałość i szybsza korozja. Takie wady oznaczają poprawki, straty materiału, przestoje, a czasem też ryzyko dla bezpieczeństwa.
Czyszczenie, ukosowanie i odtłuszczanie to po prostu inwestycja w jakość. Jeśli zadbasz o krawędzie, spawanie jest łatwiejsze, spoina wygląda lepiej i dłużej wytrzymuje w pracy. Dobra spoina naprawdę zaczyna się jeszcze przed spawaniem – na etapie przygotowania powierzchni.