
Cięcie laserowe aluminium: wyzwania i sposoby na czystą krawędź
Cięcie laserowe aluminium potrafi też sprawić problemy w produkcji. Aluminium ma cechy, które wymuszają inne podejście niż np. przy stali. Jeśli chcemy uzyskać czystą i dokładną krawędź, gotową do dalszej obróbki albo montażu, trzeba dobrze znać ten materiał, dobrać właściwą technologię i dokładnie ustawić parametry maszyny.
W tym artykule wyjaśnimy jak działa cięcie laserowe oraz co robić, aby poradzić sobie z typowymi problemami i uzyskać ładną krawędź cięcia.
Aluminium bywa trudne w obróbce, ale nowoczesne lasery światłowodowe (fiber) pozwalają osiągnąć wyniki, które jeszcze niedawno były trudne do uzyskania.
Czym jest cięcie laserowe aluminium i jak działa?
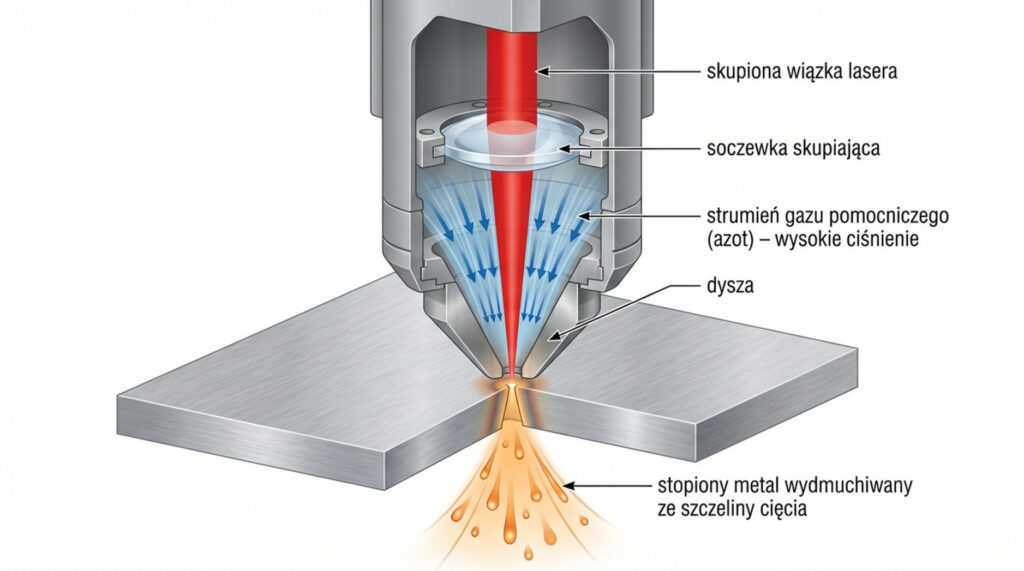
Cięcie laserowe to bezdotykowy proces cieplny. Wykorzystuje silnie skupioną wiązkę światła, która przecina materiał. Przy aluminium wiązka jest wytwarzana przez źródło lasera, a potem prowadzona (przez lustra lub światłowód) do głowicy tnącej. W głowicy soczewka skupia energię w bardzo małym punkcie na powierzchni blachy.
W tym miejscu metal bardzo szybko nagrzewa się powyżej temperatury topnienia (ok. 660,3°C), więc zaczyna się topić i częściowo odparowuje. Jednocześnie przez dyszę leci gaz pomocniczy pod wysokim ciśnieniem – przy aluminium prawie zawsze jest to azot o wysokiej czystości.
Gaz spełnia dwie ważne role: usuwa stopiony metal ze szczeliny cięcia (żeby nie zastygał i nie robił „żużlu”) oraz chłodzi okolice cięcia, co ogranicza odkształcenia i chroni krawędź przed utlenianiem. Całość jest sterowana numerycznie (CNC), dzięki czemu można ciąć bardzo dokładnie i powtarzalnie, często bez dodatkowej obróbki krawędzi.
Jakie właściwości ma aluminium wpływające na proces cięcia laserowego?
Aluminium jest lekkie, mocne, odporne na korozję i często łatwe w obróbce. Właśnie dlatego jest popularne w motoryzacji, lotnictwie i wielu innych branżach. Jednocześnie ma cechy, które utrudniają cięcie laserem.
Po pierwsze, aluminium mocno odbija światło (jest bardzo refleksyjne). Kiedyś był to duży problem przy laserach CO2: materiał słabo pochłaniał wiązkę, a odbicia mogły uszkodzić optykę.
Po drugie, aluminium bardzo dobrze przewodzi ciepło. Szybko odprowadza energię w głąb blachy, więc jeśli laser nie dostarczy jej wystarczająco szybko i w małym punkcie, część ciepła „ucieka” i krawędź wychodzi gorsza.
Po trzecie, niska temperatura topnienia i plastyczność sprawiają, że aluminium łatwiej się odkształca pod wpływem temperatury. Dodatkowo na powierzchni aluminium od razu tworzy się warstwa tlenku glinu (Al2O3). Jest twarda i topi się dopiero w dużo wyższej temperaturze niż samo aluminium. Laser musi najpierw „przejść” przez tę warstwę, żeby stabilnie rozpocząć cięcie.
To wszystko oznacza, że parametry i technologia muszą być dobrane bardzo dokładnie.
Na czym polega różnica między cięciem aluminium a cięciem stali?
Cięcie aluminium laserem różni się od cięcia stali głównie przez cechy materiału. Najważniejsze różnice to:
- Odbijanie i pochłanianie wiązki: Stal (szczególnie węglowa) zwykle dobrze pochłania energię lasera. Aluminium odbija dużo więcej, więc jest trudniejsze. Lasery CO2 (10,6 µm) są słabo pochłaniane przez aluminium i mogą powodować groźne odbicia. Lasery światłowodowe (~1,06 µm) są znacznie lepiej pochłaniane przez aluminium, więc cięcie jest stabilniejsze.
- Przewodzenie ciepła: Aluminium odprowadza ciepło szybciej niż stal. Żeby ciąć skutecznie, trzeba dostarczyć energię tak, aby „wyprzedzić” to odprowadzanie. Przy stali jest to mniej problematyczne.
- Warstwa tlenku: Aluminium ma warstwę tlenku glinu o bardzo wysokiej temperaturze topnienia. Laser musi ją przebić, zanim zacznie ciąć metal. Stal też tworzy tlenki, ale ich wpływ na cięcie jest inny.
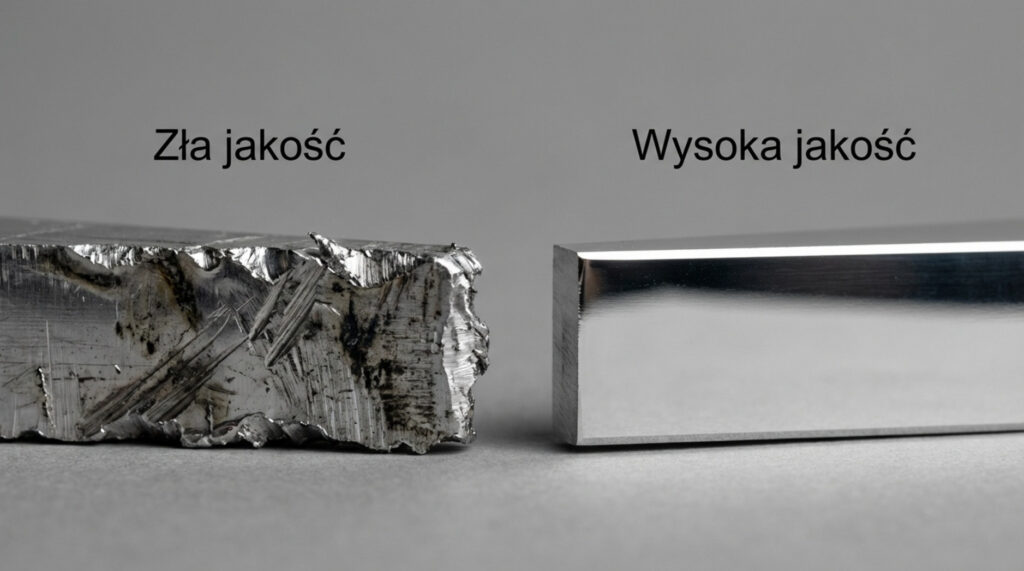
- Gaz pomocniczy: Przy stali węglowej często używa się tlenu, który przyspiesza cięcie reakcją chemiczną. Przy aluminium tlen (albo powietrze) powoduje utlenianie krawędzi: robi się ciemna, szorstka i zwykle nie nadaje się bez poprawek. Dlatego przy aluminium stosuje się prawie zawsze czysty azot – daje jasną, metaliczną krawędź.
- Strefa wpływu ciepła (HAZ): Laser zwykle ogranicza HAZ, ale aluminium łatwiej się odkształca, jeśli ustawienia są złe. Fiber w praktyce mocno zmniejsza HAZ w aluminium.
W skrócie: aluminium wymaga odpowiedniej technologii (najlepiej fiber) oraz bardzo dobrego ustawienia parametrów, żeby krawędź była czysta i równa.
Najważniejsze wyzwania przy cięciu laserowym aluminium
Cięcie laserowe aluminium daje świetną dokładność, ale nie jest „bezproblemowe”. Cechy aluminium powodują trudności, które trzeba znać i brać pod uwagę. Jeśli je zignorujesz, łatwo o złe detale, straty materiału i większe koszty.
Poniżej najważniejsze problemy, które odróżniają aluminium od stali.
1. Odbicie wiązki laserowej i wpływ refleksyjności aluminium
Aluminium mocno odbija światło, więc część wiązki może się odbić zamiast zostać pochłonięta. Przy starszych CO2 (10,6 µm) pochłanianie jest słabe, więc proces był mniej skuteczny i bardziej ryzykowny. Odbicie mogło wracać do maszyny i uszkadzać optykę, co kończyło się drogimi naprawami i przestojami.
Fiber rozwiązuje dużą część tego problemu, bo krótsza fala (~1,06 µm) lepiej „wchodzi” w aluminium. Dzięki temu cięcie jest stabilniejsze, a ryzyko uszkodzeń mniejsze. Mimo to operator powinien pamiętać o refleksyjności i dobierać ustawienia tak, aby praca była bezpieczna i równa.
2. Przewodność cieplna a strefa wpływu ciepła (HAZ)
Aluminium bardzo szybko rozprowadza ciepło. Jeśli laser nie dostarczy energii dość intensywnie, ciepło rozleje się po materiale zamiast działać tam, gdzie ma ciąć. Skutki to gorsza krawędź, ryzyko niedocięcia i odkształcenia, zwłaszcza w cienkich blachach.
Rozwiązaniem jest odpowiednia moc i dobre skupienie wiązki. Wtedy energia trafia w wąski obszar szybciej, niż aluminium zdąży ją odprowadzić. Dzięki temu HAZ jest mały. Przy fiber HAZ bywa naprawdę niewielki, bo cięcie jest szybkie i precyzyjne, więc materiał obok nie zdąży się mocno nagrzać.
3. Tworzenie tlenków aluminium podczas cięcia
Na aluminium cały czas jest warstwa tlenku glinu (Al2O3). Jej temperatura topnienia to ok. 2072°C, czyli dużo więcej niż samego aluminium. To oznacza, że laser musi mieć odpowiednią gęstość mocy, żeby przebić się przez warstwę i ciąć stabilnie.
Dodatkowo, jeśli w strefie cięcia jest tlen, krawędź może się utlenić i zrobić się szara albo ciemna. Dlatego do aluminium używa się azotu o wysokiej czystości. Azot ogranicza kontakt gorącej krawędzi z tlenem z powietrza i pomaga uzyskać jasną, czystą powierzchnię. Bez tego krawędź często wymaga mocnego szlifowania.
4. Zadziory, nierówności i przebarwienia na krawędziach
Zadziory, nierówna krawędź i przebarwienia to typowe problemy przy złych ustawieniach. Najczęstsze powody to:
- Złe parametry cięcia: za mała moc, zła prędkość, zbyt niskie ciśnienie azotu albo zła pozycja ogniska powodują, że stopiony metal nie jest dobrze usuwany i zostaje na dole jako grat/żużel.
- Zbyt wysoka temperatura: jeśli cięcie jest zbyt wolne, materiał się przegrzewa i krawędź wychodzi nierówna, czasem ze zmianą koloru.
- Zły gaz: tlen lub powietrze prowadzi do utlenienia i ciemnej, szorstkiej krawędzi.
- Słaby materiał albo brud: zabrudzenia i niejednorodności stopu potrafią pogorszyć efekt.
Cel to krawędź gładka, ostra i prawie bez gratu, żeby nie tracić czasu na gratowanie i szlifowanie. Przy dobrze ustawionym fiber jest to jak najbardziej realne.
5. Kontrola jakości cięcia a grubość i stop aluminium
Jakość cięcia mocno zależy od grubości i stopu. Co innego ciąć 1 mm, a co innego 10 mm czy 25 mm. Grubszy materiał wymaga większej mocy, dokładnego ogniska i zwykle wolniejszego cięcia, co zwiększa ryzyko wpływu ciepła.
Różne stopy (np. 6061 i 5052) zachowują się trochę inaczej. Jedne łatwiej robią grat, inne szybciej się utleniają. Dlatego przy nowym stopie albo dużej zmianie grubości warto zrobić próbki i skorygować ustawienia.
Doświadczeni operatorzy wiedzą też, że realna powtarzalność to często okolice 0,1 mm (zależnie od grubości). Przy grubych blachach pojawia się „stożek” cięcia, a czasem trzeba regulować offset nawet między arkuszami, bo materiał inaczej się zachowuje.
Tolerancja +/- 0,05 mm bywa możliwa do ok. 6 mm, ale wymaga dużej uwagi i dobrego programu. Powyżej tej grubości jest to dużo trudniejsze.
Jak uzyskać czystą, wysokiej jakości krawędź cięcia laserowego aluminium?
Wielu producentów chce wycinać aluminium tak, aby detale wychodziły z maszyny gotowe do pracy, bez dodatkowego wykończenia. To oszczędza czas i pieniądze.
Aluminium jest wymagające, ale laser fiber + dobre ustawienia pozwalają to osiągnąć. Oto działania, które najczęściej dają najlepszy efekt.
1. Dobór najlepszych parametrów cięcia: moc, prędkość, typ gazu osłonowego
To baza całego procesu. Jakość krawędzi wynika z dopasowania mocy, prędkości i gazu. Przy aluminium (szczególnie na fiber) warto trzymać się takich zasad:
- Odpowiednio wysoka moc: pomaga szybko stopić materiał, mimo że aluminium szybko odprowadza ciepło.
- Dobrana prędkość: za wolno = przegrzanie i nadtopienia, za szybko = niedocięcie i grat. Prędkość musi pasować do mocy i grubości.
- Właściwy gaz: w praktyce bez kompromisów: azot o wysokiej czystości. Wydmuchuje stopiony metal i chroni krawędź przed tlenem. Ciśnienie musi być na tyle wysokie, aby „wyczyścić” szczelinę cięcia.
Zmiana grubości albo stopu zwykle oznacza drobne korekty. Dlatego próby i doświadczenie operatora są bardzo ważne.
2. Rola gazów technicznych: azot kontra tlen
Gaz techniczny ma bezpośredni wpływ na wygląd i użyteczność krawędzi. Różnica między azotem a tlenem jest duża:
- Azot: nie reaguje z roztopionym aluminium. Usuwa stopiony metal i ogranicza utlenianie. Krawędź jest jasna, czysta i zwykle dobra pod spawanie i anodowanie.
- Tlen: reaguje i przy aluminium powoduje utlenianie krawędzi. Powstaje ciemna, szorstka warstwa, którą trzeba później usuwać. Dlatego tlen (tak samo jak powietrze) nie jest dobrym wyborem, jeśli liczy się jakość krawędzi.
Jeśli celem jest czysta krawędź aluminium, azot jest standardem.
3. Znaczenie jakości wiązki i ustawienia ostrości lasera
Przy aluminium bardzo ważne jest, żeby wiązka dała się mocno skupić. Im lepsza jakość wiązki, tym łatwiej skoncentrować energię w małym punkcie i ciąć szybko oraz równo. Słaba wiązka rozlewa energię, pogarsza cięcie i zwiększa ryzyko wad.
Równie ważne jest ustawienie ostrości (pozycja ogniska) i dobór soczewki. Ognisko wpływa na kerf, gładkość krawędzi i to, jak dobrze gaz usuwa stopiony metal. Złe ustawienie ogniska może powodować:
- szerszą szczelinę i większe straty materiału,
- więcej zadziorów,
- problemy z przecięciem grubszej blachy.
Do tego dochodzi regularne czyszczenie i kontrola optyki, żeby wiązka nie traciła jakości.
4. Jak uniknąć powstawania zadziorów i przebarwień?
Żeby ograniczyć grat i zmianę koloru krawędzi, najczęściej działa zestaw prostych zasad:
- Dobre parametry: moc, prędkość i ciśnienie azotu muszą być zgrane. Złe ustawienia szybko robią grat albo żużel.
- Czysty azot: ogranicza utlenianie, więc nie ma czarnych/ciemnych krawędzi.
- Czysty materiał: mniej niespodzianek w trakcie cięcia.
- Ostra, dobrze skupiona wiązka: stabilniejsze cięcie i lepsza krawędź.
- Serwis maszyny: optyka i układ gazowy muszą działać poprawnie.
Dobrą praktyką są krótkie próby na odpadzie przed serią. To pozwala szybko skorygować ustawienia.
5. Czy po cięciu detale wymagają dalszej obróbki (gratowanie, szlifowanie)?
Jedna z największych zalet cięcia aluminium laserem fiber polega na tym, że przy dobrych ustawieniach detale często są gotowe od razu – bez ręcznego gratowania. To mocno obniża koszty i skraca czas produkcji, bo etap wykańczania często bywa „wąskim gardłem”.
W porównaniu do piły, frezowania czy plazmy, gdzie zwykle trzeba usuwać zadziory albo utlenioną warstwę, fiber dąży do ograniczenia poprawek do minimum. Zamiast ręcznie poprawiać setki sztuk, operator skupia się na ustawieniach cięcia, a to daje duże oszczędności w skali produkcji.
6. Gotowość krawędzi do spawania i anodowania po cięciu laserowym
Krawędź po cięciu fiber z azotem jest zwykle czysta, metaliczna i ma małą strefę wpływu ciepła. Dzięki temu często nadaje się od razu do dalszych prac. Zwykle wystarczy odtłuścić detal i można spawać.
Brak mocno utlenionej warstwy sprzyja dobrej spoinie i mniejszej liczbie problemów (np. porów). Także anodowanie wychodzi równo, bo struktura materiału przy krawędzi jest bardziej jednolita. Przy obróbce mechanicznej mikrorysy mogą potem „wyjść” na anodzie, a krawędź laserowa zwykle wygląda czyściej.
Najczęstsze błędy przy cięciu laserowym aluminium i jak ich unikać
Nawet najlepszy sprzęt nie pomoże, jeśli proces jest źle prowadzony. Aluminium potrafi szybko „pokazać” błędy: od zadziorów po odkształcenia, a w skrajnych przypadkach także problemy ze sprzętem.
Poniżej najczęstsze błędy i sposoby, jak ich unikać.
1. Niewłaściwy dobór parametrów pracy lasera
To najczęstszy i najdroższy problem. Aluminium szybko odprowadza ciepło, ale jednocześnie łatwo się odkształca, jeśli przesadzisz z temperaturą. Złe ustawienia mogą powodować:
- Przegrzanie i nadtopienia: krawędź jest falista, „rozlana”, czasem przypalona.
- Odkształcenia: szczególnie w cienkich detalach.
- Niedocięcia: za szybki posuw albo za mała moc do danej grubości.
- Grat i żużel: gdy gaz nie usuwa dobrze stopionego metalu lub parametry są źle dobrane.
Jak unikać: Trzymać się tabel i zaleceń producenta, a przy każdej zmianie materiału robić próby. Dostrajać moc, prędkość, ciśnienie gazu i ognisko. Maszyny z automatycznymi korektami pomagają, ale końcowa ocena i tak należy do operatora.
2. Zaniedbanie konserwacji optyki oraz systemu gazowego
Laser to precyzyjne narzędzie, a optyka i gaz są bardzo ważne. Zaniedbania szybko obniżają jakość i mogą doprowadzić do awarii.
- Brudna optyka: kurz, dym z cięcia i inne osady rozpraszają wiązkę, zmniejszają moc i psują krawędź. Mogą też przegrzać i uszkodzić drogie elementy.
- Problemy z gazem: złe ciśnienie, nieszczelności albo azot z domieszką tlenu pogarszają krawędź i mogą powodować utlenianie oraz przebarwienia.
Jak unikać: Regularnie czyścić i kontrolować optykę, sprawdzać chłodzenie, kalibrację, szczelność instalacji i parametry gazu. Fiber zwykle wymaga mniej serwisu niż CO2, ale podstawowe czynności dalej są konieczne.
3. Brak testów próbnych na wcześniej nieciętym typie aluminium
Różne stopy, grubości, a nawet partie od innych dostawców mogą ciąć się inaczej. Przenoszenie ustawień „na ślepo” to ryzyko.
- Straty materiału: seria wadliwych detali to zmarnowana blacha.
- Słabsza jakość: więcej gratu, odkształcenia, zmiana koloru krawędzi.
- Dłuższa produkcja: poprawki i powtórki zabierają czas.
Jak unikać: Zawsze robić próbę na odpadzie przy nowym stopie, nowej grubości albo nowej partii. To prosty krok, który zwykle oszczędza dużo czasu i pieniędzy.