
Laser, plazma czy waterjet: jak wybrać technologię cięcia?
Wybór technologii cięcia blach i innych materiałów ma duży wpływ na powodzenie projektu. Nie ma jednej metody, która będzie najlepsza zawsze i dla każdego zastosowania.
Najlepszy efekt daje dopasowanie sposobu cięcia do konkretnego zadania: rodzaju i grubości materiału, wymaganej dokładności, oczekiwanej jakości krawędzi, czasu realizacji i budżetu.
Jeśli znasz różnice między laserem, plazmą i cięciem wodą (waterjet), łatwiej unikniesz drogich pomyłek i szybciej uzyskasz dobre wyniki.
Laser, plazma czy waterjet: co odróżnia te technologie cięcia?
Laser, plazma i waterjet prowadzą do tego samego celu, czyli przecięcia materiału, ale działają w zupełnie inny sposób. Zrozumienie, jak pracuje każda z metod, ułatwia prawidłowy wybór.
Zasada działania cięcia laserowego
Cięcie laserowe wykorzystuje mocno skupioną wiązkę światła. Gdy wiązka trafi w materiał, szybko go nagrzewa, topi, a często także częściowo odparowuje. To metoda termiczna (materiał rozdziela ciepło), a nie siła mechaniczna. Wiązka jest skupiona do bardzo małej plamki (mniej niż 0,2 mm), dzięki czemu w miejscu cięcia temperatura może dojść do kilku tysięcy stopni Celsjusza.
Proces kontroluje komputer (CNC), co daje bardzo dobrą dokładność. Stosuje się różne rodzaje laserów: gazowe (np. CO2 o długości fali ok. 10 µm), na ciele stałym (np. dyskowe/YAG 1064 nm) oraz półprzewodnikowe (światłowodowe, tzw. fiber, o fali znacznie krótszej niż CO2).
Lasery światłowodowe są wydajne i mają bardzo dobrą wiązkę, więc łatwiej tną także materiały mocno odbijające światło, z którymi starsze rozwiązania miały kłopot.
Jak działa cięcie plazmowe?
Cięcie plazmowe opiera się na łuku elektrycznym. Łuk jonizuje gaz (najczęściej powietrze, azot lub tlen) i zamienia go w plazmę, czyli bardzo gorący, zjonizowany gaz przewodzący prąd. Strumień plazmy osiąga temperaturę ponad 20 000 °C, więc potrafi skutecznie topić metal.
W praktyce łuk rozgrzewa materiał do postaci płynnej, a potem stopiony metal jest wydmuchiwany z miejsca cięcia przez silny strumień gazu (czasem z prędkością bliską prędkości dźwięku). To połączenie działania termicznego (łuk) i mechanicznego (ciśnienie gazu).
Plazma pozwala dobrze “skupić” energię na linii cięcia, bo zjonizowany gaz prowadzi łuk dokładnie w stronę materiału.
Jak przebiega cięcie strumieniem wody (waterjet)?
Cięcie wodą (waterjet) to metoda “na zimno”, bardzo inna niż laser i plazma. Używa strumienia wody pod bardzo wysokim ciśnieniem, często 4000-6000 barów (ponad 50 000 psi). Do twardszych materiałów dodaje się ścierniwo, zwykle granat, dzięki czemu strumień dużo szybciej “ściera” materiał.
W przeciwieństwie do metod termicznych, waterjet nie topi materiału, tylko stopniowo go wycina przez erozję. Największy plus: praktycznie brak ciepła. To oznacza brak zmian w strukturze materiału i brak typowych problemów cieplnych, takich jak naprężenia, odkształcenia, hartowanie, mikropęknięcia czy przebarwienia.
Maszyna jest sterowana CNC, więc dokładność jest wysoka. Wysokie ciśnienie wody daje specjalna pompa HP (High Pressure), np. wzmacniaczowa lub tłokowa.
Jakie materiały i grubości można ciąć laserem, plazmą i waterjetem?
Każda metoda ma zakres, w którym działa najlepiej. Dobór technologii do materiału i jego grubości ma duży wpływ na koszt i jakość gotowego elementu.
Typy materiałów obrabianych laserem
Laser najlepiej sprawdza się przy cienkich i średnich grubościach. Zwykle tnie stal czarną do ok. 25-30 mm, aluminium do 15 mm, a także stal nierdzewną, mosiądz i miedź (zwłaszcza laserem światłowodowym, który lepiej radzi sobie z odbijającymi metalami). Poza metalami laser dobrze tnie też drewno, wybrane tworzywa sztuczne, tekstylia, karton i papier.
Im grubszy materiał, tym trudniej o dobry efekt i tym wolniej przebiega proces. Przy grubościach powyżej 25 mm potrzebny jest dobry materiał, czysty gaz, sprawna dysza i odpowiednia jakość wiązki.
Możliwości cięcia plazmowego
Plazma świetnie radzi sobie z grubymi blachami, gdy laser robi się drogi lub ma ograniczenia techniczne. Najczęściej używa się jej dla grubości ok. 6-40 mm, choć potrafi ciąć także do 50 mm, a czasem nawet do 100 mm. Nadaje się do stali węglowej, nierdzewnej, aluminium, miedzi, żeliwa i innych metali przewodzących prąd.
Plazma tnie także powierzchnie w gorszym stanie, np. z rdzą, farbą czy zabrudzeniami. Trzeba jednak pamiętać, że przy bardzo cienkich i bardzo grubych blachach (poza najlepszym zakresem) krawędź może być mniej prosta i mniej równa.
Zakres zastosowania technologii waterjet
Waterjet jest najbardziej uniwersalny z tych trzech metod. Strumień wody ze ścierniwem potrafi przeciąć prawie każdy materiał: metale (stal, nierdzewna, aluminium, miedź, tytan, stopy specjalne) oraz materiały niemetaliczne, takie jak szkło (poza hartowanym), kamień, marmur, granit, ceramika, kompozyty, tworzywa sztuczne, guma, pianka, tekstylia, skóra, papier, a nawet żywność.
Dobrze działa przy dużych grubościach: często 150-200 mm, a w wybranych przypadkach nawet do ok. 450 mm (18 cali). Ponieważ nie ma wpływu temperatury, to dobry wybór dla materiałów wrażliwych na ciepło, które mogłyby się odkształcić lub zmienić swoje właściwości.
Porównanie precyzji oraz jakości cięcia: laser vs plazma vs waterjet
Dokładność i jakość krawędzi często przesądzają o wyborze technologii, zwłaszcza gdy element ma wyglądać dobrze albo musi trzymać ścisłe tolerancje.
Precyzja i wygląd krawędzi po cięciu laserowym
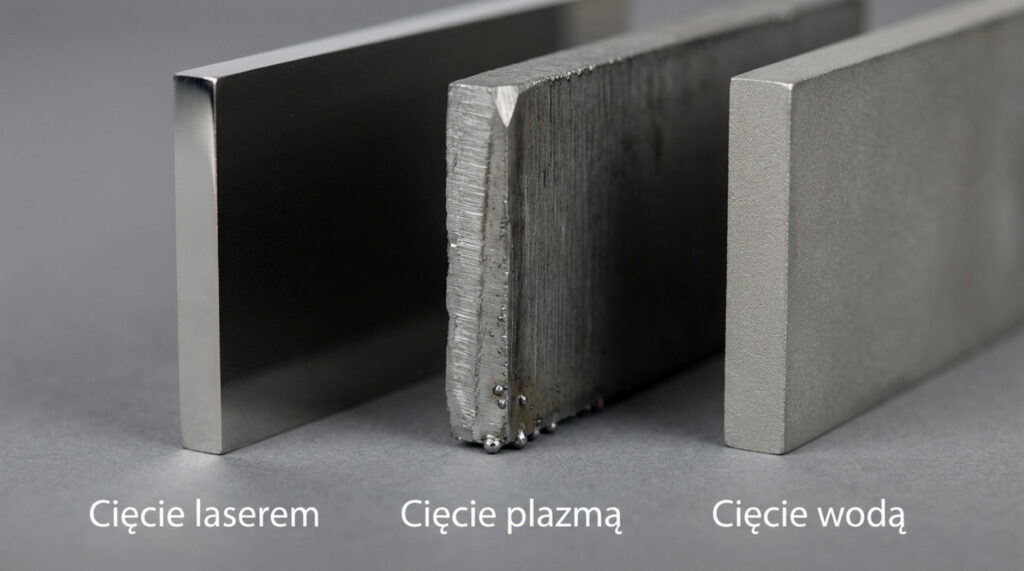
Laser jest znany z bardzo dobrej precyzji, często na poziomie ok. 0,1 mm. Daje wąską szczelinę cięcia, zwykle 0,3-0,5 mm, co pozwala wycinać drobne detale, złożone kontury i małe otwory. Krawędzie są gładkie, czyste i estetyczne, zwykle z minimalną ilością zadziorów i nalotu metalu. Najczęściej są też prostopadłe do powierzchni i z małą ilością żużlu albo bez niego.
W wielu przypadkach po laserze nie trzeba już dodatkowego wykańczania, co jest dużym plusem przy produkcji serii elementów o trudnych kształtach.
Jakość i tolerancje cięcia plazmowego
Plazma jest szybka, ale zwykle mniej dokładna niż laser i waterjet. Szczelina cięcia jest szersza: najczęściej 1-2 mm, czasem do 3 mm. Ze względu na większą strefę wpływu ciepła (HAZ) mogą pojawić się nadtopienia, odkształcenia, mikropęknięcia i słabsza jakość krawędzi. Często trzeba potem szlifować lub prostować elementy, co zwiększa czas i koszt.
Typowe “ukosowanie” krawędzi zostało ograniczone dzięki nowocześniejszym palnikom i rozwiązaniom z gazami wirującymi, które zwężają strumień plazmy i poprawiają prostopadłość. Mimo tego plazmę rzadko wybiera się do elementów, gdzie wygląd krawędzi jest bardzo ważny.
Efekty wykończenia po cięciu wodą
Waterjet daje wysoką dokładność, zwykle 0,1-0,5 mm, a w specjalnych zastosowaniach (np. lotnictwo, medycyna) tolerancje mogą dochodzić do ±0,05 mm. Największy plus: brak wpływu ciepła, czyli brak HAZ, brak mikropęknięć, odkształceń, hartowania i przebarwień.
Krawędź po waterjecie jest równa i czysta, ale zwykle nieco bardziej chropowata niż po laserze. Da się uzyskać bardzo gładką powierzchnię, nawet Ra 1,6 µm, bez dalszej obróbki. Szczelina cięcia jest zwykle ok. 10% większa niż średnica rurki tnącej, czyli ok. 0,8-1,2 mm. Dodatkowo prędkość można zmieniać w trakcie cięcia, co pozwala uzyskać różne klasy jakości krawędzi w jednym detalu.
Czas i efektywność produkcji – która technologia wypada najlepiej?
Szybkość i wydajność wpływają bezpośrednio na opłacalność produkcji. W tym punkcie każda z metod wypada inaczej.
Szybkość realizacji zleceń
Jeśli liczy się sama prędkość, plazma często wygrywa, zwłaszcza przy grubych materiałach. Dla stali 30 mm może być 2-3 razy szybsza niż laser. Pomaga też szybkie przebijanie blachy.
Laser także jest szybki, szczególnie przy cienkich i średnich grubościach, ale wraz ze wzrostem grubości tempo spada. W przypadku stali znaczenie ma też szybkość reakcji chemicznej żelaza z tlenem. Waterjet jest zwykle najwolniejszy, zwłaszcza przy grubych metalach, więc czas wykonania zlecenia bywa dłuższy.
Automatyzacja i powtarzalność
Wszystkie trzy metody pracują z CNC, więc dają dobrą automatyzację i powtarzalność. Lasery często mają bardzo rozwiniętą automatykę, co pozwala prowadzić wiele zadań bez stałej obsługi. W laserach światłowodowych spotyka się też rozwiązania z wieloma głowicami w jednej maszynie.
Plazma również może być mocno zautomatyzowana i jest dość prosta w nauce obsługi. Czasem da się ciąć kilkoma palnikami równocześnie, co zwiększa wydajność. Waterjet także daje wysoką powtarzalność w dużych seriach, co pomaga utrzymać stałą jakość.
Możliwość cięcia 3D i skomplikowanych kształtów
Laser jest świetny do dokładnych konturów, małych otworów i trudnych kształtów. Nowoczesne lasery 3D jeszcze bardziej poszerzają zakres, bo pozwalają obrabiać elementy przestrzenne i zastępować kilka innych metod.
Waterjet też dobrze radzi sobie ze skomplikowanymi wzorami i daje wysoką dokładność, więc sprawdza się przy wymagających projektach. Plazma ma tu większe ograniczenia: najlepiej wypada przy kształtach dość prostych, przez co rzadziej stosuje się ją w pracy, gdzie liczy się detal i wygląd.
Kryteria wyboru technologii: na co zwrócić uwagę?
Wybór technologii cięcia wymaga sprawdzenia kilku rzeczy naraz. Nie ma jednej “najlepszej” metody – jest metoda najlepiej dopasowana do zadania.
Cel zastosowania: przemysł, prototypowanie czy produkcja masowa?
Każda metoda pasuje do innego typu pracy:
- Laser – dobry do prototypów i produkcji seryjnej, gdy liczy się dokładność, ładna krawędź i powtarzalność. Sprawdza się przy precyzyjnych częściach, gdzie małe odchyłki mają znaczenie.
- Plazma – pasuje do przemysłu ciężkiego i dużych konstrukcji, gdzie najważniejsze są szybkość i koszt, a drobne wady krawędzi nie przeszkadzają.
- Waterjet – sprawdza się zarówno w seriach, jak i w pojedynczych projektach, szczególnie gdy materiał nie może się nagrzewać. Często używany w lotnictwie, medycynie i motoryzacji, gdzie tolerancje są bardzo wymagające.
Przewagi poszczególnych technologii w praktycznych zastosowaniach
Laser daje bardzo wysoką precyzję, dobrą estetykę i dużą szybkość przy cienkich i średnich materiałach. To dobry wybór, gdy potrzebujesz gładkiej krawędzi i chcesz uniknąć dodatkowego wykańczania.
Plazma daje dużą wydajność i niski koszt przy grubych blachach (szczególnie stalowych), ale zwykle kosztem gorszej jakości krawędzi i większego wpływu ciepła.
Waterjet łączy dobrą dokładność z brakiem wpływu ciepła. Sprawdza się przy materiałach wrażliwych na temperaturę, bardzo grubych elementach albo wtedy, gdy materiał ma zachować swoje właściwości bez odkształceń. Jest też najbardziej uniwersalny pod względem materiałów (metale, szkło, kamień, kompozyty i wiele innych).
Którą technologię cięcia wybrać? Rekomendacje i podsumowanie wyboru
Po porównaniu lasera, plazmy i waterjetu widać jasno, że nie ma jednej odpowiedzi, która zawsze będzie właściwa. Każda metoda ma swoje mocne strony i ograniczenia, które decydują o tym, gdzie sprawdzi się najlepiej. Wybór warto oprzeć na analizie wymagań projektu: rodzaju i grubości materiału, potrzebnej dokładności, jakości krawędzi, budżetu i terminu.