
Cięcie laserowe: jak działa i od czego zależy jakość krawędzi (HAZ, przypalenia, żużel)

Wybór zależy od materiału, jego grubości i tego, jak czysta ma być krawędź. Cięcie laserowe to dokładna i szybka technologia, która mocno zmieniła obróbkę materiałów, szczególnie metali. Na pierwszy rzut oka wygląda to prosto: wiązka światła przecina materiał. W praktyce wpływa na to wiele ustawień i warunków.
Dlaczego jedna krawędź wychodzi gładka, a inna jest poszarpana, przypalona albo z żużlem? Jakość krawędzi po cięciu laserem (czyli m.in. mała strefa wpływu ciepła HAZ, brak przypaleń i brak żużlu) zależy od wielu rzeczy: ustawień mocy i prędkości, rodzaju i ciśnienia gazu, właściwości materiału oraz stanu maszyny.
Poniżej wyjaśniamy, jak działa proces i co najczęściej decyduje o efekcie na krawędzi.
Czym jest cięcie laserowe i jak przebiega proces rozdzielania materiału
Cięcie laserowe to metoda obróbki cieplnej. Polega na skierowaniu mocno skupionej wiązki lasera na materiał. Taka energia miejscowo podgrzewa materiał tak mocno, że ten się topi, odparowuje albo spala. Proces jest bezdotykowy, więc nie ma klasycznego narzędzia, które się ściera.
Laser działa punktowo, dlatego można wycinać bardzo drobne i skomplikowane kształty, często z dokładnością do ułamków milimetra. Zwykle powstaje wąska szczelina cięcia, mała HAZ i dość gładkie krawędzie, czasem bez potrzeby dodatkowego wykańczania.
W przemyśle najczęściej spotykamy dwa typy laserów:
- CO₂ – laser gazowy, długość fali ok. 10,6 µm,
- fiber (światłowodowy) – długość fali ok. 1,06 µm.
Cel jest ten sam: rozdzielić materiał jak najdokładniej. Samo cięcie może zachodzić na kilka sposobów:
- cięcie przez stapianie – laser topi materiał, a gaz obojętny wydmuchuje stopiony metal,
- cięcie przez spalanie – tlen uruchamia reakcję utleniania i dokłada dodatkowe ciepło,
- cięcie przez odparowanie/sublimację – materiał przechodzi w parę pod wpływem energii wiązki.
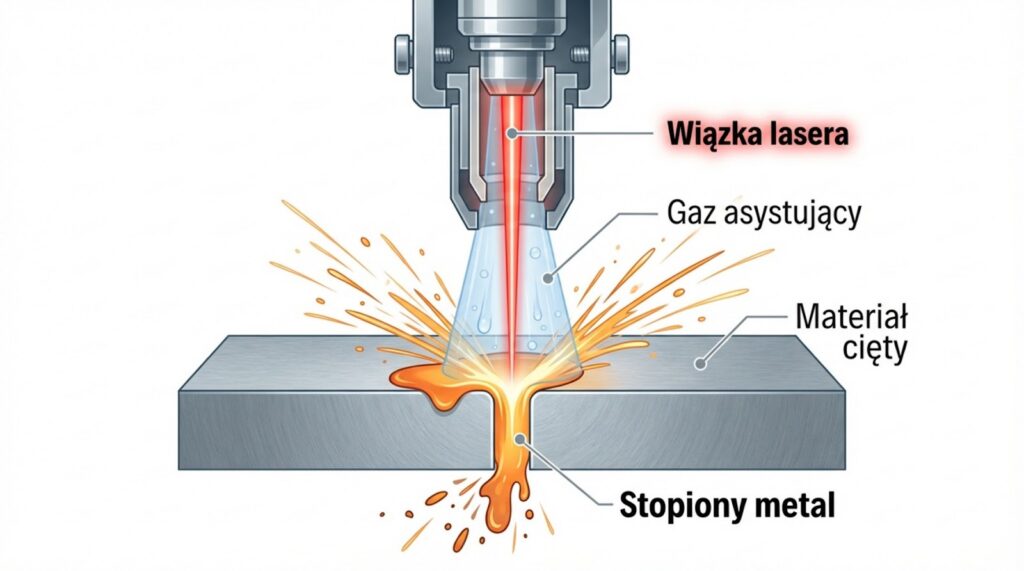
Jak działa wiązka lasera podczas cięcia
Gdy wiązka lasera trafia w materiał, oddaje energię i bardzo szybko podnosi temperaturę w małym punkcie. Materiał w miejscu ogniska topi się albo odparowuje.
Ważne jest to, że wiązka po przejściu przez materiał nadal istnieje. Ma kształt podobny do klepsydry: zwęża się do najmniejszego punktu (ogniska), a potem znów się rozszerza. Ta rozszerzająca się część dalej niesie energię i może odbić się od stołu roboczego (np. metalowego plastra miodu). Skutek: przypalenia na spodzie elementu.
Dlatego potrzebny jest prześwit pod materiałem, żeby wiązka mogła się rozproszyć i stracić „siłę” zanim trafi w coś odbijającego.
Dokładność wynika z dobrego skupienia wiązki. Gdy wiązka jest dobrze uformowana i ustawiona, cięcie jest czystsze i HAZ jest mniejsza. Optyka (soczewki i/lub lustra) skupia promień w bardzo mały punkt o wysokiej gęstości mocy. To pozwala robić wąskie szczeliny cięcia i ciąć trudne kontury.
Zrozumienie, co dzieje się z wiązką pod materiałem, pomaga usuwać problemy typu przypalenia od spodu, które często biorą się z odbić.
Rola gazu asystującego w procesie cięcia
Laser wykonuje cięcie, ale gaz asystujący ma bardzo duży wpływ na jakość, stabilność i szybkość pracy. Gaz jest podawany dyszą (zwykle współosiowo z wiązką) pod ciśnieniem od kilku do nawet kilkudziesięciu barów. Działa jak „wydmuchiwarka”: usuwa stopiony i odparowany materiał ze szczeliny. Jeśli tego nie zrobi dobrze, stopiony metal może zastygnąć w cięciu, a krawędź będzie chropowata.
Gaz ma też inne zadania: usuwa dym i pył, które mogłyby osłabiać wiązkę (rozpraszać ją lub pochłaniać energię). Ma także wpływ chemiczny na krawędź:
- tlen – reaguje z gorącym metalem, daje dodatkowe ciepło i przyspiesza cięcie stali węglowej, ale zostawia ciemną, utlenioną krawędź,
- azot – gaz obojętny, chroni przed utlenianiem; daje jasne krawędzie stali nierdzewnej i aluminium,
- powietrze – tańsza opcja, zwykle kompromis między kosztem, szybkością i wyglądem krawędzi,
- argon/hel – do bardziej specjalnych zastosowań, gdy potrzeba pełnej obojętności i małej ilości zmian cieplnych.
Typy materiałów i grubości a wybór metody cięcia laserowego
Dobór sposobu cięcia laserem mocno zależy od materiału i jego grubości. Różne materiały inaczej pochłaniają energię lasera i inaczej reagują na gazy.
Przykładowo, lasery CO₂ dobrze tną niemetale (drewno, akryl, sklejkę, tkaniny), bo te materiały dobrze „przyjmują” tę długość fali. Z kolei lasery fiber są bardzo wydajne w metalach, także w tych mocno odbijających światło, jak miedź czy mosiądz.
Kompozyty i materiały warstwowe (np. z powłokami) bywają trudniejsze. Laser może inaczej działać na każdą warstwę, co pogarsza krawędź. Czasem potrzebne są warstwy ochronne lub specjalne strategie cięcia, żeby ograniczyć przypalenia i odkształcenia. Trzeba po prostu znać zachowanie konkretnego materiału i dobrać do niego ustawienia.
Wpływ grubości i struktury materiału na jakość krawędzi
Grubość materiału mocno wpływa na krawędź. Grube blachy zwykle wymagają większej mocy albo wolniejszego cięcia. To oznacza więcej ciepła w materiale i większe ryzyko przypaleń oraz większą HAZ.
Szczególnie problematyczne są małe otwory w grubej blasze: ciepło gromadzi się w małej przestrzeni, więc łatwo o przegrzanie, żużel i brzydki spód.
Liczy się też struktura materiału. Przykłady:
- drewno lite – przy cięciu wzdłuż słojów ciepło może „iść” wzdłuż włókien, co daje mocniejsze przypalenia; zwalnianie, by przebić materiał, może tylko pogorszyć sprawę,
- sklejka – kieszenie kleju (np. na bazie formaldehydu) potrafią się zapalać zamiast czysto odparować, co daje przypalenia wewnątrz,
- akryl – zbyt mocny nadmuch powietrza może szybko schłodzić stopiony plastik i krawędzie potrafią się znowu „skleić”.
To pokazuje, że nie ma jednego ustawienia dla wszystkich materiałów. Każdy materiał i grubość wymagają osobnego doboru ustawień, jeśli zależy Ci na dobrej krawędzi.
Czynniki wpływające na jakość krawędzi: HAZ, przypalenia, żużel
Jakość krawędzi po laserze to jedna z głównych zalet tej metody. Mimo to mogą pojawić się problemy: HAZ, przypalenia i żużel. Warto rozumieć, skąd się biorą, bo wtedy łatwiej je ograniczyć. Te wady psują wygląd, ale mogą też osłabić element albo wymusić dodatkową obróbkę, co kosztuje czas i pieniądze.
HAZ, przypalenia i żużel mówią wprost, czy ustawienia są dobre. Ich przyczyny często wiążą się z mocą, prędkością, ustawieniem ogniska, doborem gazu, a czasem nawet ze stołem roboczym.
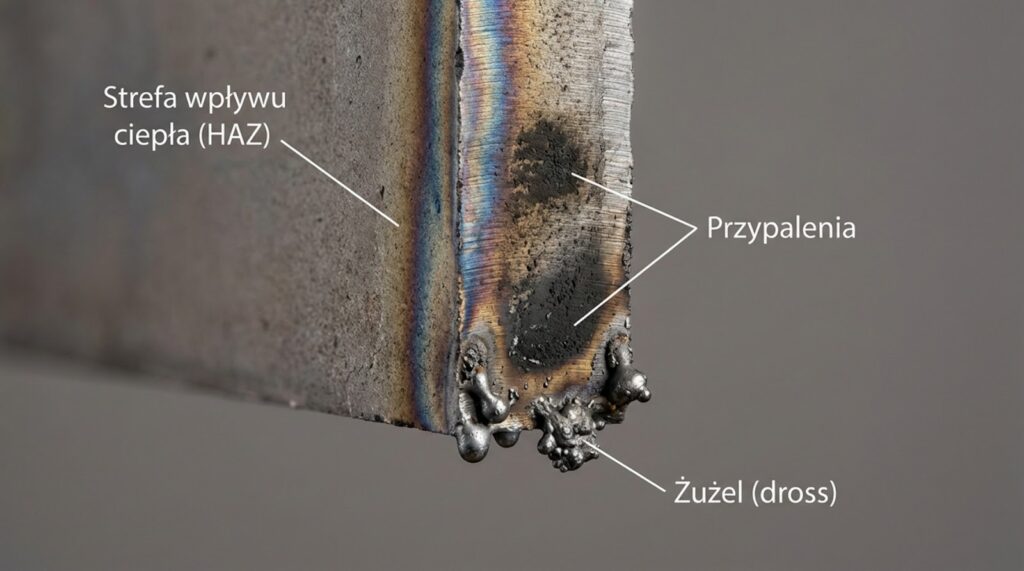
Co to jest strefa wpływu ciepła (HAZ) i jak powstaje
HAZ (Heat Affected Zone) to pas materiału obok linii cięcia, w którym zmieniła się struktura lub właściwości mechaniczne przez wysoką temperaturę. W porównaniu do innych metod termicznych laser zwykle daje małą HAZ, ale nadal trzeba ją kontrolować.
HAZ rośnie, gdy do materiału trafia za dużo ciepła, np. przez:
- za dużą moc,
- za niską prędkość cięcia,
- złe ustawienie punktu ogniskowego.
Duża HAZ może powodować odkształcenia, wypaczenia cienkich blach i zmiany w mikrostrukturze, co bywa problemem dla twardości, wytrzymałości czy odporności na korozję. Lasery fiber (szczególnie w pracy impulsowej) potrafią mocno ograniczać HAZ, ale przy CO₂ dobór ustawień ma duże znaczenie.
Przypalenia na krawędziach – dlaczego się pojawiają
Przypalenia są dobrze widoczne: krawędź ciemnieje, pojawia się zwęglenie albo osad. Najczęstsze powody to:
- za duża moc lub za wolne cięcie (materiał się przegrzewa),
- źle ustawione ognisko (wiązka jest mniej skupiona, rosną przebarwienia),
- odbicia wiązki od stołu roboczego (np. od plastra miodu),
- zły przepływ powietrza/gazu, który wpycha gorący dym z powrotem pod materiał.
Częsty przypadek to odbicie od stołu: po przejściu przez materiał wiązka trafia w metalową siatkę, odbija się i zostawia czarne ślady od spodu, czasem w kształcie kratki. Innym problemem jest „uwięziony” dym: nadmuch może mieszać dym i wciskać go w miejsce cięcia, przez co spód się przypieka.
Przy drewnie i sklejce dochodzi jeszcze ryzyko zapłonu żywic i klejów. Zanieczyszczenia materiału albo różna gęstość też mogą dać nierówne cięcie i przypalenia.
Żużel i zadziory – mechanizmy powstawania oraz konsekwencje
Żużel (slag) i zadziory (dross) to resztki stopionego materiału, które zostają na dolnej krawędzi i zastygną jako „kulki” lub chropowata narośl. To częsty problem, bo potem trzeba krawędź czyścić, a to spowalnia produkcję.
Najczęstsze przyczyny żużlu:
- za małe ciśnienie lub za mały przepływ gazu (gaz nie wydmuchuje stopu),
- zbyt duża odległość dyszy od materiału (strumień gazu słabnie),
- za mała moc lub za duża prędkość (materiał nie jest w pełni stopiony),
- zużyta albo źle ustawiona dysza (nierówny przepływ gazu).
Przy aluminium i stali nierdzewnej ciętej azotem żużel bywa problemem zwłaszcza w małych otworach, bo temperatura w środku jest wysoka i trudniej to wszystko wydmuchać. Skutek jest jasny: gorsza krawędź i dodatkowa praca przy czyszczeniu.