
Cięcie laserowe – kompendium (blachy, rury, stal, aluminium): technologia, jakość, pliki, wycena

Cięcie laserowe to jedna z najdokładniejszych i najszybszych metod cięcia metalu, która mocno zmieniła wiele branż. Popularność tej technologii wynika z tego, że pozwala ciąć bardzo precyzyjnie, szybko i w wielu różnych materiałach.
W tym kompendium znajdziesz jasne wyjaśnienie, jak działa laserowe cięcie blach i rur (stal, nierdzewka, aluminium), jakie są wymagania jakościowe, jak przygotować pliki oraz jak zwykle liczy się wycenę. Dzięki temu łatwiej ocenisz, czy to dobre rozwiązanie dla Twojego projektu i jak dobrze przygotować zlecenie.
Czym jest cięcie laserowe i jakie ma zastosowania?
Cięcie laserowe to metoda rozdzielania materiału za pomocą silnie skupionej wiązki lasera. Taki „punkt” energii nagrzewa metal w wybranym miejscu tak mocno, że materiał się topi, odparowuje albo ulega spaleniu. W efekcie powstają elementy o bardzo wysokiej dokładności i gładkich krawędziach, które często nie wymagają już dodatkowego wykańczania.
Dużą rolę gra tu sterowanie CNC (komputerowe). Maszyna prowadzi głowicę lasera po zaprogramowanej ścieżce w sposób automatyczny i powtarzalny. To ważne zarówno przy prototypach, jak i w produkcji seryjnej. Dzięki temu laser często wygrywa z klasyczną obróbką mechaniczną, zwłaszcza tam, gdzie liczy się czas i dokładność.
Podstawy technologii cięcia laserowego
Wiązka lasera ma bardzo dużą energię i jest skupiona na małym obszarze. Gdy trafia w metal, materiał szybko się nagrzewa do temperatury topnienia (a czasem nawet parowania). Jednocześnie przez szczelinę cięcia podawany jest gaz techniczny (np. tlen albo azot) pod wysokim ciśnieniem. Gaz wydmuchuje stopiony metal i pomaga uzyskać czystą, równą krawędź.
O dokładności decyduje wiązka lasera oraz sterowanie CNC, które prowadzi głowicę bardzo precyzyjnie po zaprogramowanej trasie. Dzięki temu można wycinać trudne kontury i otwory o różnych kształtach, często z tolerancją około ±0,1 mm.
Proces jest bezkontaktowy, więc nie ma nacisku narzędzia na materiał. To zmniejsza ryzyko odkształceń i uszkodzeń powierzchni.
Najważniejsze obszary zastosowań cięcia laserowego
Laser sprawdza się w wielu branżach, bo łączy dokładność, trwałość i estetyczny wygląd. Poniżej kilka częstych zastosowań:
- Przemysł budowlany: balustrady, barierki, poręcze, elementy dachów i inne części konstrukcyjne oraz architektoniczne.
- Motoryzacja i lotnictwo: części karoserii, podwozia, elementy prototypowe, komponenty do samolotów.
- Przemysł meblarski: metalowe elementy krzeseł, stołów, regałów oraz detale dekoracyjne.
- Przemysł zbrojeniowy: produkcja elementów pojazdów opancerzonych, systemów obronnych, wież, wyposażenia taktycznego i montażowego, gdzie liczy się bardzo wysoka dokładność.
- Branża spożywcza, chemiczna, medyczna: elementy ze stali nierdzewnej do urządzeń, obudów, aparatury i części, które muszą być odporne na korozję i łatwe do utrzymania w czystości.
- Mała architektura miejska: ławki, stojaki rowerowe, pergole, odbojnice.
- Artyści: rzeźby i instalacje metalowe, gdzie ważna jest swoboda kształtu.
To tylko część przykładów, bo laserowe cięcie jest używane wszędzie tam, gdzie potrzebne są powtarzalne i dokładne elementy.
Jak działa proces cięcia laserowego?
Cięcie laserowe to połączenie wiązki lasera, gazów technicznych i ruchu sterowanego komputerowo. Na końcowy efekt wpływa rodzaj lasera, ustawienia procesu i dobór gazu.
Typy laserów wykorzystywanych w przemysłowym cięciu metali
W produkcji najczęściej spotykamy dwa typy laserów: CO2 oraz światłowodowe (Fiber). Różnią się budową i tym, w jakich zadaniach wypadają najlepiej.
- Lasery CO2: jako źródło wiązki wykorzystują mieszaninę gazów (m.in. CO2). Dobrze radzą sobie ze stalą konstrukcyjną i nierdzewną, dając gładkie krawędzie. Wadą jest zwykle większe zużycie energii w porównaniu do nowszych rozwiązań.
- Lasery światłowodowe (Fiber): wiązka powstaje w światłowodzie i jest sprawnie kierowana na materiał, co ogranicza straty. Takie lasery mają mocno skoncentrowaną wiązkę, lepiej „łapią” materiały odbijające światło (np. aluminium, mosiądz, miedź), tną szybciej i zużywają mniej energii (oszczędności mogą sięgać nawet około 80% w porównaniu do starszych rozwiązań). Bardzo dobrze sprawdzają się w cięciu aluminium i przy wysokich wymaganiach jakościowych.
Wiele nowych maszyn (np. Trumpf TruLaser czy Kimla PowerCut) korzysta właśnie z technologii Fiber, bo daje dobrą jakość i wysoką wydajność.
Parametry procesu: moc, prędkość, grubość materiału
Jakość i tempo cięcia zależą od kilku ustawień, które trzeba dobrać do materiału:
- Moc lasera: większa moc (np. 6 kW, a w mocniejszych maszynach znacznie więcej) pozwala ciąć grubsze blachy i zwykle przyspiesza pracę. Aluminium często wymaga większej mocy, bo mocno odbija światło i szybko odprowadza ciepło.
- Prędkość cięcia: wpływa na czas realizacji. Lasery Fiber mogą dochodzić do prędkości rzędu 1 m/s, ale realna prędkość zależy od grubości i typu metalu. Nierdzewka bywa cięta wolniej niż stal czarna.
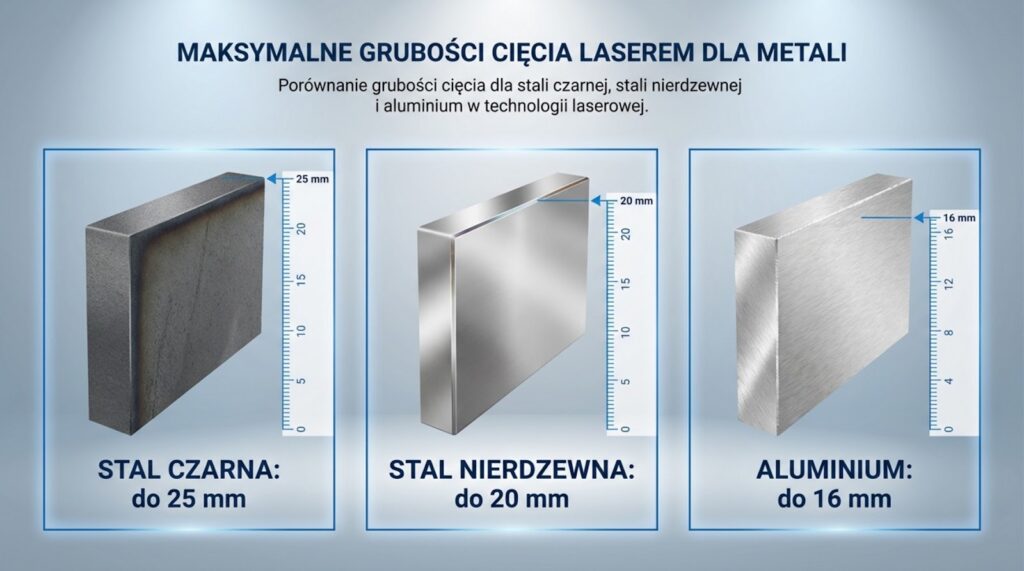
- Grubość materiału: wyznacza, co maszyna jest w stanie przeciąć i jaką jakość krawędzi da się utrzymać. W praktyce nowoczesne lasery często tną stal czarną do ok. 25 mm (a bardzo mocne zestawy nawet do 100 mm), nierdzewkę do ok. 20 mm (czasem więcej), a aluminium do ok. 16 mm (w mocniejszych maszynach nawet do 60 mm).
Dobre oprogramowanie CNC dobiera i prowadzi parametry tak, aby ograniczyć straty materiału i utrzymać powtarzalność detali.
Rola gazów technicznych w cięciu laserowym: azot versus tlen
Gaz techniczny ma duży wpływ na wygląd krawędzi, szybkość i koszt. Najczęściej używa się tlenu albo azotu:
Azot (N2): używany przy stali nierdzewnej, aluminium i materiałach wrażliwych na utlenianie. Azot działa jako gaz obojętny: pod wysokim ciśnieniem wydmuchuje stopiony metal i ogranicza kontakt krawędzi z tlenem. Dzięki temu krawędzie są jasne i czyste, bez przebarwień. To ważne przy częściach widocznych oraz pod malowanie proszkowe. Cięcie azotem bywa wolniejsze i droższe, ale daje lepszy efekt wizualny.w w aluminium, nasze laserowe cięcie blach oferuje czystszą alternatywę bez ryzyka narostu.
Tlen (O2): zwykle stosowany do stali konstrukcyjnej (np. S235, S355). Tlen bierze udział w procesie cięcia (spalanie), co przyspiesza pracę i pozwala ciąć mniejszą mocą. To często tańsza opcja, dobra do elementów spawanych, gdzie lekkie utlenienie krawędzi nie przeszkadza.

Jakie materiały można ciąć laserowo?
Laserem można obrabiać wiele metali. Żeby uzyskać dobry efekt, trzeba jednak dobrać ustawienia do konkretnego materiału, bo każdy zachowuje się inaczej podczas nagrzewania i topienia.
Cięcie laserowe blach: stal czarna, stal nierdzewna, aluminium
Najczęściej laserem tnie się stal czarną, nierdzewkę i aluminium. Każdy z tych materiałów ma typowe zastosowania i wymagania:
- Stal czarna (konstrukcyjna) S235, S355: bardzo popularna w cięciu laserowym, bo dobrze pochłania energię wiązki. S235 jest bardziej plastyczna i często wybierana pod gięcie oraz lżejsze elementy. S355 ma wyższą wytrzymałość i nadaje się na konstrukcje nośne. Często tnie się ją tlenem, co jest szybkie i opłacalne. Typowe grubości cięcia to do ok. 25 mm, a w mocniejszych maszynach nawet do 100 mm.
- Stal nierdzewna (np. 1.403, 304, 316L, 430): wybierana tam, gdzie liczy się odporność na korozję i estetyka. Zwykle tnie się ją azotem, żeby krawędzie były czyste, bez zgorzeliny i przebarwień. Typowe maksimum to ok. 15-20 mm, choć mocne instalacje mogą ciąć znacznie grubsze blachy.
- Aluminium (np. 5754, 6082): lekkie i odporne na korozję, popularne w motoryzacji, lotnictwie i budownictwie. Cięcie jest trudniejsze niż w stali, bo aluminium odbija światło i szybko odprowadza ciepło. Najczęściej używa się laserów Fiber oraz azotu. Typowe grubości to ok. 10-16 mm, a bardzo mocne maszyny potrafią więcej (nawet do ok. 60 mm).
Możliwości cięcia rur i profili metalowych
Laser nie służy tylko do płaskich arkuszy. Są też wycinarki do rur i profili (np. Trumpf Tube 7000), które tną elementy okrągłe, kwadratowe i prostokątne, a także profile typu C, I, L i inne. Pozwala to robić otwory, wycięcia i złącza pod spawanie w sposób dokładny i powtarzalny.
Takie maszyny mogą pracować np. na rurach o średnicy do 254 mm (od 20 mm) oraz na profilach do 180 x 180 mm, z długością odcinka do ok. 6500 mm. To rozwiązanie przydatne przy częściach konstrukcyjnych, także w projektach wymagających dużej wytrzymałości. Zaletą jest też mniejsza ilość odpadu i ograniczenie późniejszej obróbki mechanicznej.
Specyfika cięcia aluminium i innych wymagających materiałów
Aluminium, miedź i mosiądz są trudniejsze do cięcia, bo ich powierzchnia mocno odbija energię lasera, a ciepło szybko „ucieka” w głąb materiału. Przez to trudniej stabilnie stopić metal na całej grubości.
Do takich zadań stosuje się zwykle lasery Fiber o większej mocy oraz zabezpieczenia przed odbiciami. Używa się też azotu, aby krawędzie były czyste i bez utlenień. Typowe maksymalne grubości dla miedzi i mosiądzu to zwykle okolice 10-15 mm (zależnie od maszyny i jakości, jaką trzeba uzyskać).
Jakie są najważniejsze zalety cięcia laserowego?
Laserowe cięcie metalu jest popularne, bo daje dobry efekt i usprawnia produkcję. Poniżej najważniejsze plusy tej metody.
Precyzja i powtarzalność wycinanych elementów
Laser ma bardzo wysoką dokładność. Nowoczesne maszyny CNC potrafią pracować z tolerancją rzędu ±0,1 mm, a w niektórych przypadkach nawet ok. ±0,03 mm, przy powtarzalności około ±0,05 mm.
W praktyce oznacza to, że elementy z serii będą wyglądały tak samo jak prototyp i będą zgodne z rysunkiem. To ważne np. w lotnictwie, medycynie czy przemyśle zbrojeniowym, gdzie błędy nie wchodzą w grę.
Wysoka jakość krawędzi po cięciu
Po cięciu laserowym krawędzie są zwykle równe i gładkie. Przy azocie można uzyskać jasne krawędzie bez utlenień, a przy tlenie można szybciej i taniej ciąć stal czarną. Dobra jakość często pozwala pominąć gratowanie czy szlifowanie, co skraca czas produkcji i obniża koszty. Części mogą być od razu gotowe do montażu lub malowania proszkowego.
Minimalizacja odkształceń termicznych
Laser grzeje materiał tylko w wąskiej strefie, więc obszar wpływu ciepła jest mały. Dzięki temu ryzyko odkształceń jest mniejsze niż w wielu innych metodach. Ma to duże znaczenie przy cienkich blachach i częściach, gdzie liczy się płaskość oraz wymiar.
Wydajność oraz elastyczność produkcji
Cięcie laserowe, szczególnie Fiber, jest bardzo szybkie. W połączeniu z automatycznym załadunkiem i przygotowaniem programów, można sprawnie realizować zlecenia. Duży plus to też łatwa zmiana projektu: modyfikujesz plik i można ciąć nową wersję bez przygotowywania narzędzi jak w wielu innych technologiach. Laser nadaje się zarówno do pojedynczych sztuk (prototypy), jak i dużych serii.
Możliwość realizacji skomplikowanych projektów
Laser pozwala ciąć złożone kształty, małe otwory, ozdobne wzory i niestandardowe kontury, które byłyby trudne do wykonania innymi metodami. Dodatkowo oprogramowanie do nestingu (rozmieszczania elementów na arkuszu) pomaga dobrze wykorzystać blachę i zmniejszyć ilość odpadu.

Jakie są ograniczenia i potencjalne wyzwania tej technologii?
Cięcie laserowe ma wiele zalet, ale ma też swoje limity. Warto je znać, żeby dobrze zaplanować projekt i nie zaskoczyć się na etapie produkcji.
Ograniczenia grubości i wielkości ciętych materiałów
Maksymalna grubość cięcia zależy od mocy lasera i rodzaju materiału. Dla wielu typowych usług są to wartości rzędu: stal czarna do ok. 25 mm, nierdzewka do ok. 20 mm, aluminium do ok. 16 mm. Istnieją też wycinarki 20 kW czy 40 kW, które tną znacznie grubsze materiały (np. stal konstrukcyjną nawet do 100 mm albo aluminium do ok. 60 mm), ale to sprzęt specjalistyczny i nie zawsze dostępny.
Ograniczeniem jest też pole robocze stołu (np. 3000×1500 mm, 2000×8000 mm, 3200×18000 mm), które wyznacza maksymalny rozmiar arkusza. Przy bardzo grubych blachach krawędź może być mniej „idealna” niż przy cienkich, a tolerancje mogą się pogorszyć (np. około ±0,3-0,5 mm powyżej 10 mm grubości, zamiast poziomu IT10-IT11 przy blachach do 3 mm).
Jak przebiega wycena i zamówienie cięcia laserowego?
Wycena i zamówienie cięcia laserowego są zwykle proste, jeśli podasz komplet danych. Cena zależy od materiału, grubości, czasu pracy maszyny i kilku innych rzeczy.
Kluczowe czynniki wpływające na cenę cięcia laserowego
Najczęściej na koszt wpływają:
- Rodzaj materiału: stal czarna zwykle wychodzi najtaniej, a aluminium i nierdzewka drożej (często przez cięcie azotem i trudniejszą obróbkę). Miedź i mosiądz są jeszcze bardziej wymagające.
- Grubość: im grubsza blacha, tym wolniejsze cięcie i większe wymagania co do mocy.
- Złożoność kształtu: liczy się długość linii cięcia, liczba otworów i skomplikowanie konturu.
- Ilość sztuk: większa seria obniża cenę za sztukę, bo koszt przygotowania rozkłada się na więcej elementów.
- Gaz techniczny: tlen zwykle jest tańszy, azot droższy, ale daje czystsze krawędzie.
- Dodatkowe usługi: gięcie, spawanie, walcowanie i inne prace zwiększają koszt.
- Termin: standard to często 3-7 dni roboczych, a tryb ekspresowy (np. 1-2 dni) zwykle kosztuje więcej i wymaga ustaleń.
Wiele firm nie liczy usługi „za metr cięcia” w oderwaniu od projektu, tylko wycenia całość na podstawie pliku i wymagań.
Jak przyspieszyć wycenę i rozpoczęcie realizacji?
Żeby szybko dostać ofertę i ruszyć z produkcją, najlepiej wysłać od razu pełen zestaw informacji:
- Komplet danych: materiał, gatunek (np. S235), grubość, ilość sztuk.
- Pliki: najlepiej DXF (1:1, mm, zamknięte kontury), ewentualnie STEP (pod gięcie) lub DWG. Jeśli się da, unikaj PDF.
- Wymiary i miejsca ważne: opisz tolerancje, otwory montażowe, powierzchnie widoczne.
- Dalsze prace: napisz, czy będzie gięcie, spawanie, malowanie proszkowe.
- Termin: podaj, na kiedy potrzebujesz elementów, i zapytaj o tryb ekspresowy, jeśli sprawa jest pilna.
Podsumowanie
Cięcie laserowe to jedna z podstawowych metod nowoczesnej obróbki metalu: jest dokładne, szybkie i daje dużą swobodę w kształtach. Technologia dalej się rozwija, a wraz z nią rosną możliwości dla projektantów i producentów.
W BudExpert oferujemy pełen wachlarz usług w zakresie cięcia laserem. Współpraca z nami to mniej poprawek, lepsza powtarzalność, krótszy czas realizacji i lepsza kontrola kosztów.